Sheet Metal Fabrication Design
Design of Sheet Metal Component is highly popular now a days for high strength and accuracy with good surface finish.
Before start lets us discuss about various basic manufacturing process,
There are four basic manufacturing processes for producing desired shape of a product. These are casting, machining, joining (welding, mechanical fasteners etc.), and deformation processes.
Casting process exploit the fluidity of a metal in liquid state as it takes shape and solidifies in a mold.
Machining processes provide desired shape with good accuracy and precision but tend to waste material in the generation of removed portions of material in form of chips.
Joining processes permit complex shapes to be constructed from simpler components and have a wide domain of applications and usages in industry, these joins are permanent joints (welding) or temporary joining (Nuts, Bolts).
Deformation processes exploit a remarkable property of metals, which is their ability to flow plastically in the solid state without deterioration of their properties.
With the application of suitable pressures, the material is moved to obtain the desired shape with almost no wastage.
The required pressures are generally high and the tools and equipment needed are quite expensive.
Material Properties
Before the material is selected for a design project, engineers have to determine the mechanical properties of the material. Designing for strength, material class and mode of loading are important considerations.
Several factors have to be considered when selecting a material such as, yield strength, ultimate tensile strength, ductility, thermal conductivity, wear, and corrosion resistance. When designing, all these factors are weighed against the properties of the available materials and it is the job of the design engineer to select the material that best fits the application.
The most common measure of strength is the yield strength. Yield strength is equal to the minimum load which produces permanent deformation.
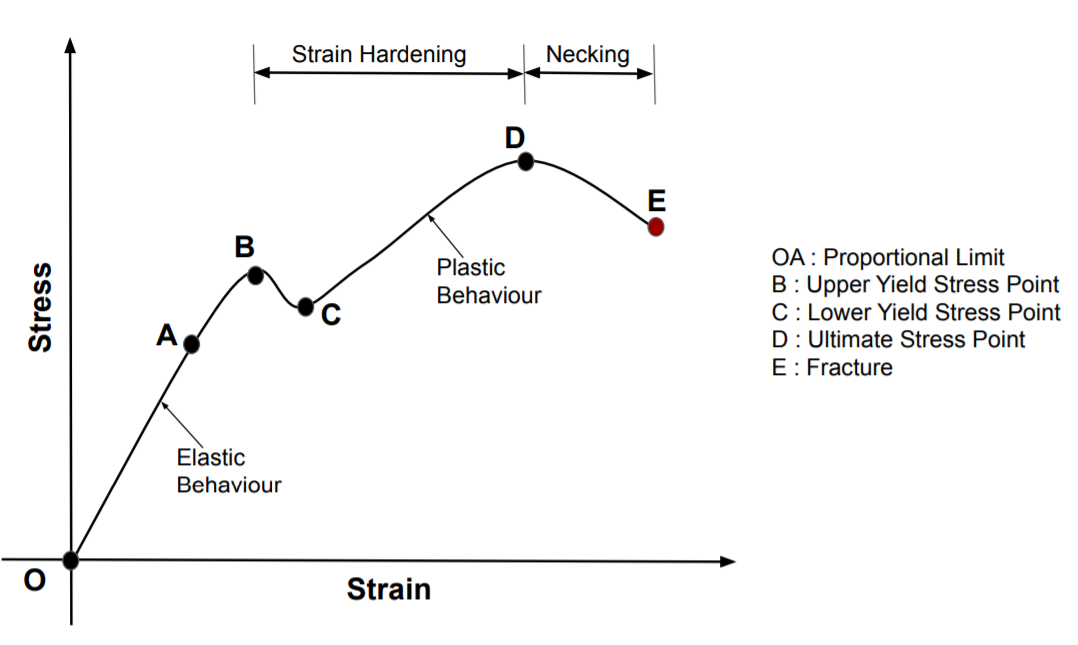 Fig.1 Stress vs Strain Diagram
Fig.1 Stress vs Strain Diagram
The ultimate tensile strength is calculated by dividing the maximum load on the
material by the initial cross section area.
σultimate = Pmax / Ao
σultimate – maximum tensile strength
Pmax – Maximum force (load)
Ao – Original cross-sectional area.
Sheet Metal Cutting & Forming Processes Classification
1.Cutting Operations
- SHEARING to separate large sheets
- Sheet metal cutting operation along a straight line between two cutting edges. Typically used to cut large sheets
- BLANKING to cut part perimeters out of sheet metal
- sheet metal cutting to separate piece (called a blank) from surrounding stock
- PUNCHING to make holes in sheet metal
- sheet metal cutting operation where the cut piece is scrap.
2.Bending Operations
- Straining sheet around a straight axis
3.Drawing
- Forming of sheet into convex or concave shapes
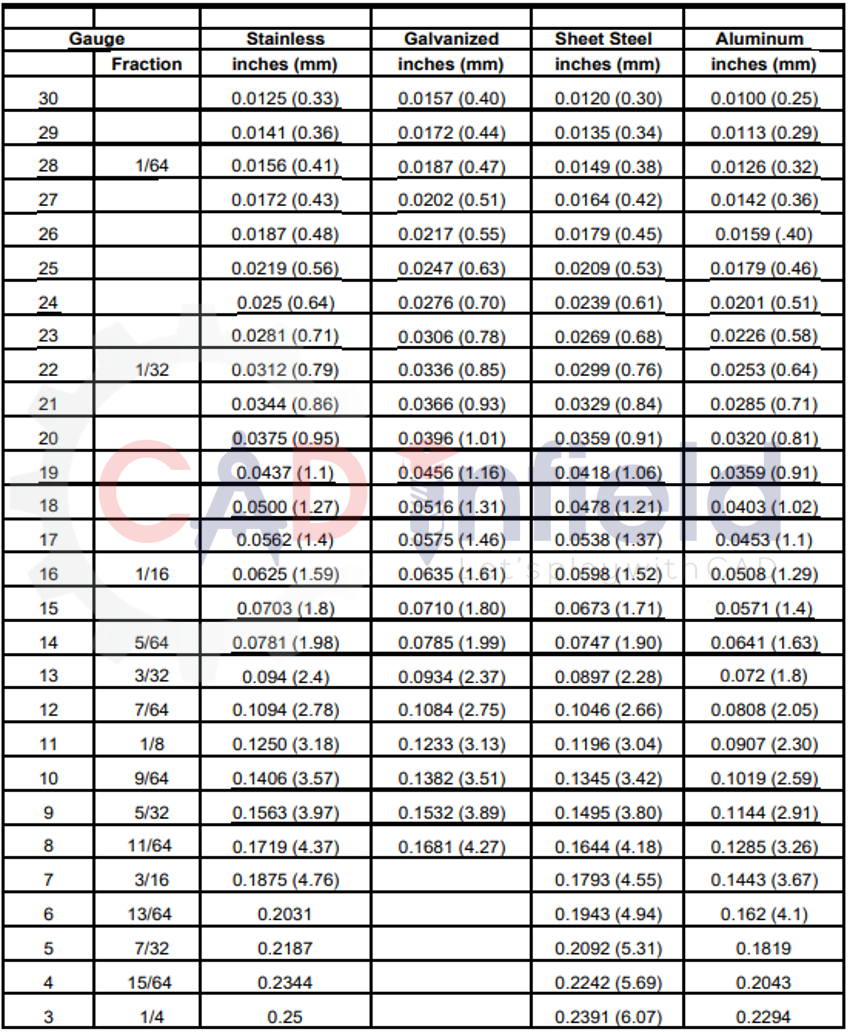
Material Size Selection
After all engineering parameters have been calculated and established, the next step is to select the type and size of sheet metal. Typically sheet metal can be purchased as sheet, plate, or coil stock ranging from 0.4 MM to 0.6 MM in thickness.
Sheet stock is a flat rectangular sheet of metal measured in thickness between 0.6 MM to 4 MM. Plate stock is a flat rectangular sheet of metal with a thickness between 5 MM to above.

Coil stock is made from sheet metal slit or cut to a certain width then rolled up into a coil. Different surface finishes or protective coatings may be required for different applications.
For example, an application exposed to water requires some form of protection. Galvanized finish is a corrosion inhibiter used for an application exposed to water. Another type of surface finish is mirror or polished.
Material Specification
Mostly Material used for sheet metal fabrication:
- Mild Steel (Use of Powder Coating)
- Stainless Steel
- Galvanized Iron
Fabrication Procedure
Structural steel fabrication can be carried out in shop or at the construction site. Fabrication of steelworks carried out in shops is precise and of assured quality, whereas field fabrication is comparatively of inferior in quality.
In India construction site fabrication is most common even in large projects due to inexpensive field labor, high cost of transportation, difficulty in the transportation of large members, higher excise duty on products from shop. Beneficial taxation for site work is a major financial incentive for site fabrication.
The methods followed in site fabrication are similar but the level of sophistication of equipment at site and environmental control would be usually less.
The skill of personnel at site also tends to be inferior and hence the quality of finished product tends to be relatively inferior. However, shop fabrication is efficient in terms of cost, time and quality.
Structural steel passes through various operations during the course of its fabrication. Generally, the sequence of activities in fabricating shops is as shown in Table1. The sequence and importance of shop operations will vary depending on the type of fabrication required. All these activities are explained briefly in the subsequent parts of the section.
Sequence of Procedure:
- Surface Cleaning.
- Cutting and machining
- Punching and drilling
- Straightening, bending and rolling
- Fitting and reaming
- Fastening (bolting, riveting and welding)
- Quality Control
Sheet Metal Parameters
- Bend Allowance
- Bend Deductions
- K-Factor
- Bend Relief
- Thickness
- Bend Radius
- Spring Back
BEND ALLOWANCES
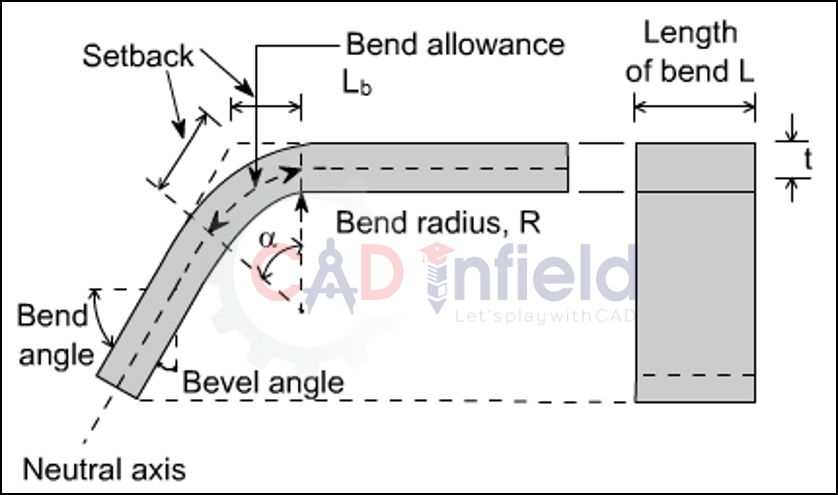
When sheet metal is bent, the inside surface of the bend is compressed and the outer surface of the bend is stretched. Somewhere within the thickness of the metal lies its Neutral Axis, which is a line in the metal that is neither compressed nor stretched.
What this means in practical terms is that if we want a work piece with a 90 degree bend in which one leg measures A, and the other measures B, then the total length of the flat piece is NOT A + B as one might first assume. To work out what the length of the flat piece of metal needs to be, we need to calculate the Bend Allowance or Bend Deduction that tells us how much we need to add or subtract to our leg lengths to get exactly what we want.
The Bend Allowance Formula takes into account the geometries of bending and the properties of your metal to determine the Bend Allowance. You will need to know your Material Thickness (MT), the Bend Angle (B<), the Inside Radius (IR), and the K-Factor (K).
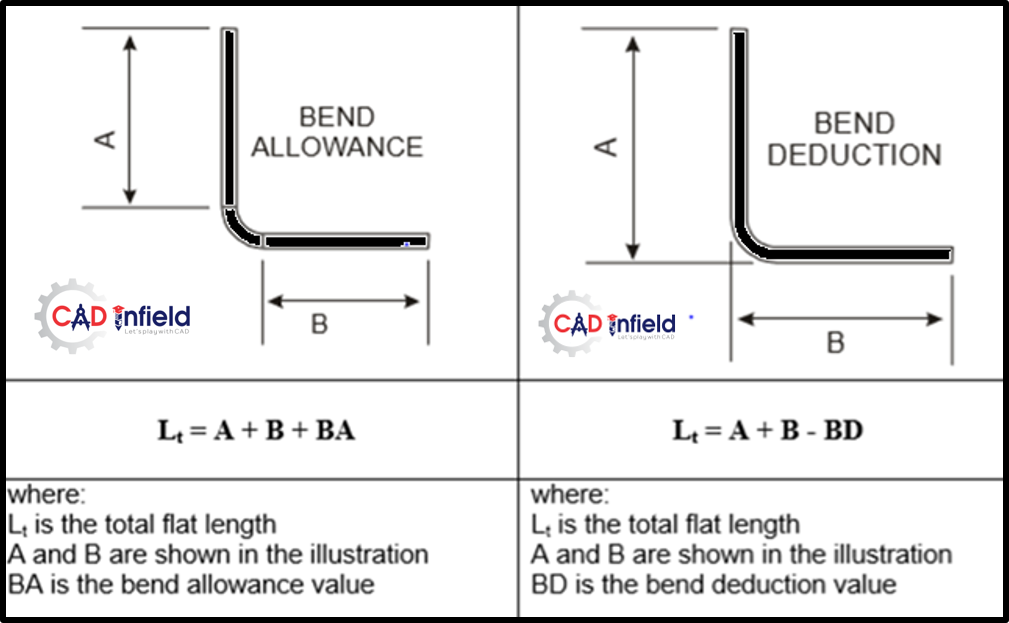
Fig.2 Bend Allowance & Bend Deduction
The location of the neutral line varies depending on the material itself, the radius of the bend, the ambient temperature, direction of material grain, and the method by which it is being bent, etc. The location of this line is often referred to as the K factor.
K-factor
K-factor is a ratio that represents the location of the neutral sheet with respect to the thickness of the sheet metal part.
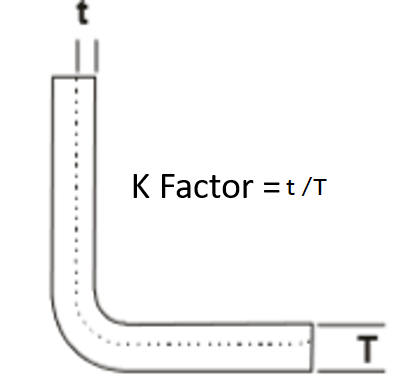
Fig.3 K Factor
Bend allowances are calculated using a K-factor as follows
Auto Relief
The size and shape of the relief cut is much important for sheet metal bending. However, Sheet metal process relief is most important for the accurate bending.
For rectangle and ob-round reliefs, The size can be determine by ratio to the material thickness, or values can be specified for width and depth.
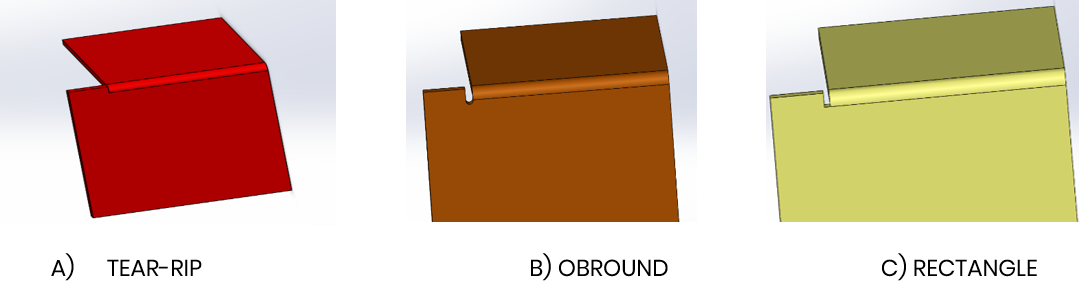 Fig.5 Auto Relief Types.
Fig.5 Auto Relief Types.
Bend Radius
- Inside curvature, is the minimum radius one can bend a pipe, tube, sheet, cable or hose
- Without kinking it, damaging it, or shortening its life.
Spring Back
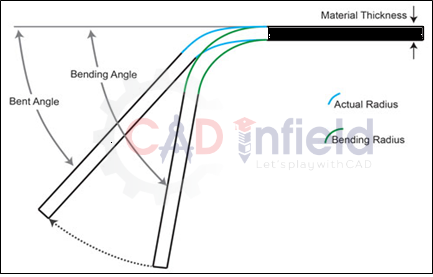
- Spring back is a measure of elastic recovery after plastic load released
- Spring back is the geometric change made to a part at the end of the forming process.
- Spring back, also known as elastic recovery, is the result of metal tending to return to its original shape after undergoing compression and tension (stretching).
Advantage of Sheet Metal
- High strength
- Good dimensional accuracy
- Good surface finish
- Relatively low cost
- Economical mass production for large quantities
Conclusion
Sheet metal fabrication is extremely common is today’s industry. It is used to make everything from kitchen appliances to aircraft. Design engineers have many types of sheet metal fabrication, different methods used for creating desired shapes from sheet metal.
Therefore, many factors such as material strength, product environment, and cost are just some of the items that have to be determined in other hand It’s impossible to memorize every characteristic of all the materials and fabrication processes,
A good engineer will continue to research new fabrication techniques and know how to find the key information to complete the job on time and on budget.
Thanks,
Mr. Aatmling Narayanpure
+91 97301 40885